Contents
段取りを外さずにC面を測る方法|丸棒(ピンゲージ)を使った45°研磨の簡易測定術
そんな現場向けの簡易測定法を、原理・手順・計算式・精度の注意点を含めて分かりやすくまとめました。ピンゲージ(丸棒)さえあればすぐ試せます。
要点(この記事で得られること)
- 段取りを外さずにC寸法を推定する実務的な手順
- 丸棒径とC寸法の幾何関係(計算式)
- 現場での確認のコツと精度改善のポイント
前提条件
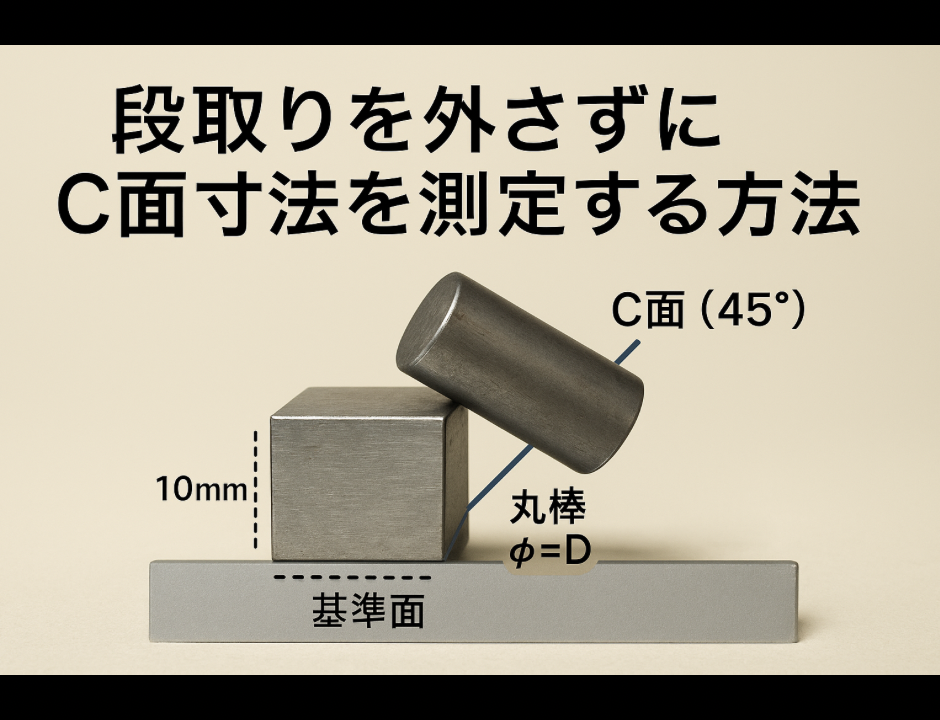
- ワーク:10×10×10mmの立方体(ただし原理は他寸法にも適用可)
- 加工角:45°でC面を研磨
- 測定方法:ワークを治具に保持したまま、丸棒(ピンゲージ)で接触状態を確認
原理:丸棒径とC寸法の関係
45°で仕上げたC面に丸棒を当てると、丸棒が基準面とC面の両方に点接触する位置があります。丸棒の直径 D と C寸法 C の関係は次の式で表せます:
C = D × sin(45°) = D × 0.7071
したがって、ピンゲージの径が分かれば その径 × 0.7071 でC寸法の推定値が得られます。
手順(現場でやること)
- ワークは研磨後そのまま(段取りを外さない)。治具・角度は45°が出ていることを確認。
- ピンゲージ(丸棒)を用意:φ1.0、φ1.5、φ2.0、φ3.0 等、複数径があると探しやすい。
- 丸棒をC面と基準面の間に転がすように軽く当て、両方に同時に接触する径を探す。
- ピッタリ当たる径 D を確認して、C ≒ D × 0.7071 を計算する。
- 必要なら複数径で確認し、目視+隙間ゲージやライトで接触状態を再確認する。
計算例(早見表)
| 丸棒径 φ (mm) | 推定C寸法 (mm) |
|---|---|
| φ1.0 | 0.71 |
| φ1.5 | 1.06 |
| φ2.0 | 1.41 |
| φ3.0 | 2.12 |
現場ワンポイント: φ2.0の丸棒で「ピッタリ当たる」ならCは約1.41mm。覚えやすく「φ2→C1.4」と考えると便利です。
精度と注意点
- 角度誤差:治具の45°が狂っていると誤差が増えます。角度が正確か事前確認を。
- 接触判定:丸棒が両面に「点接触」していることを確実に。光を当てて隙間がないか確認すると良い。
- 丸棒の真円度・表面:ピンゲージを推奨。自作丸棒は真円度不足で誤差が出る。
- 測定誤差の目安:目視判定を含むため、概ね±0.05〜0.1mm程度の誤差は見込む。
精度を上げたい場合のオプション
- 複数径で二点確認し、補間で精度向上。
- 工具顕微鏡へ治具ごと載せて光学的に確認(高精度)。
- ダイヤルゲージで基準面とC面の高さ差を測り、C = Δh / sin(45°)で計算。
よくある質問(FAQ)
Q1. ピンゲージがちょうど無い場合は?
A1. ドリルシャンクやエンドミルのシャンクで代用は可能。ただし真円度・表面精度が劣るので誤差に注意してください。
Q2. 他の角度(例:30°)でも使える?
A2. 原理は同じですが、関係式が変わります(C = D × sin(θ))。角度に対してsin値を掛けることで計算できます。
まとめ(現場メモ)
丸棒(ピンゲージ)を使った測定は、段取りを外さずにサッとC寸法を推定できる実務的な方法です。特に試作や個数が多いときに有効。
覚えておく式は C ≒ D × 0.7071(45°の場合)。現場で使える簡単な早見表を用意しておくと便利です。